|
. . . . AND THOSE AROUND TRING
CHAPTER IV.
THE MILLER, A CHEAT?
On the day of the battle of Lewes (14th May, 1264), during the
flight of Henry III’s troops before the victorious barons,
Richard, the king’s younger brother, took refuge in a windmill,
barring the door and for a while defending himself from the fury of
his pursuers. They jeered him, shouting, “Come out, you bad
miller! You, foresooth, to turn a wretched mill master,” which
suggests that from an early date the miller was not a person
held in high regard despite his importance to the welfare of the
community.
The Victorian image of the ‘hale and bold’ miller, who ‘wrought and
sang from morn till night’, was a romantic depiction. Although the
miller was a necessary member of our former rural communities, he
was often unpopular. Far from being the jolly red-faced figure, clad
in a dusty apron and with a song upon his lips, the villagers often
regarded him as cantankerous, mean-spirited and sometimes a cheat.
This view can be attributed in part to Geoffrey Chaucer who, writing
at the end of the 14th century, bequeathed to millers for the next
500 years a reputation for dishonesty that was undoubtedly supported
by at least a grain of truth.

Fig. 4.1: Robin the Miller,
from Chaucer’s Canterbury
Tales
In The Reeve’s Tale, Chaucer depicts a coarse and lewd man, who was
often violent in the bargain . . . .
|
“A rumbustious cheat of sixteen stone
Big in brawn, and big in bone,
He was a master hand at stealing grain
And often took three times his due
Because of feeling with his thumb,
He knew its quality.
By God! To think it went by rote,
A golden thumb to judge an oat!” |
Wealthier than the ordinary folk, the miller’s circumstances caused
jealousy and occasionally led to millers being targeted during bread
riots at times of famine. This arose from the system then prevalent
whereby the Lord of the Manor exacted ‘toll corn’ from the peasants
who were dependent upon the miller to produce supplies of flour for
their own use. Usually between one-sixteenth and one twenty-fourth,
it was an easy matter for the miller to set aside more than the
agreed toll and keep the surplus for himself.
As late as the 1880s it was reported that Henry Liddington, the
miller at Goldfield mill at Tring, was charged and convicted with
taking excessive tolls. Frederick Eggleton, one of Liddington’s
customers, complained, and the matter went to court. A report in the
Herts Mercury stated that . . . .
“. . . . it appeared that Eggleton’s wife and children had gleaned a
quantity of wheat, which when thrashed weighed 232 lbs. This was
taken to the defendant to grind, and when the flour was returned it
only weighed 108 lbs. Allowing 14 lbs. per bushel waste, which was a
fair amount, there was thus 60 lbs. short. Being dissatisfied, Eggleton went to the defendant and asked him for the offal, offering
him at the same time 2s. for the grinding of the wheat. The
defendant declined to give up the offal, and told Eggleton that he
had received all the defendant intended he should have.”
Found guilty, Henry Liddington was fined £10 plus costs. He
was probably was the last windmiller in Hertfordshire, if not in
England, to be convicted of this particular felony.
FOOD ADULTERATION
Besides cheating on weight, a dishonest miller might also adulterate
the flour. This was a more serious and potentially harmful matter,
but not uncommon throughout the food trade in bygone times. In The
Expedition of Henry Clinker by Smollett (1771), a country squire
comments thus on London’s food . . . .
“The bread I eat in London is a deleterious paste, mixed up with
chalk, alum and bone ashes: insipid to the taste and destructive to
the constitution . . . the tallowy rancid mass called butter is
manufactured with candle-grease and kitchen-stuff . . . .”
An example reported in The Northern Star in 1846, describes how
flour was adulterated with gypsum, a type of alabaster that could be
ground to a fine white powder. The report states that a considerable
quantity of gypsum was ground at a mill near Carlisle before being
sent to Liverpool. It was then traced to William Pattinson of
Cuddington Mill, near Weaverham, who was discovered by officers in
the act of mixing it with flour. The newspaper ranted amusingly . .
. .
“Thus is our ‘daily bread’ adulterated; thus is the craft of the
mason carried on in our very stomachs, and mortar there produced
which is of mortal effect; and thus a family wishing to purchase a
stone of flour, is literally furnished with a flour of stone.”
For his crime Pattinson was fined £10 by Cheshire magistrates.
Further down the production line the bakers were also at it, using
alum (potassium aluminium sulphate, or potash, which in large
quantities is toxic) to bulk out flour while giving the bread a
whiter colour and causing it to absorb and retain a larger amount of
water than otherwise. This from the Hampshire Telegraph (1804) . . .
.
“Near 50 bakers have been convicted at the different Police Offices
within the last month, for selling bread deficient in weight. Many
of them were likewise fined for having alum in their houses, with a
view to mixing it with bread, a practice extremely prejudicial,
particularly to infants.”
Adulterating flour with alum remained a problem throughout the 19th
century, as this extract from a manufacturing journal of 1880
illustrates . . . .
“However happy the effects of alum may be in improving the
appearance of the bread and swelling the profits of miller and
baker, the effects upon those who are obliged to eat such bread are
liable to be most disastrous. . . . a very little alum in bread may
not prove immediately or seriously injurious, but no considerable
amount of such a powerful astringent is required to disorder
digestion and ruin health, as is shown by a vast array of competent
testimony.”
But there were occasions when millers did tamper with the grain with
good intention. This from a miller's handbook of 1881 . . . .
“A musty smell may be removed from grain by mixing powdered coal
with it and letting it stand for fourteen days, at the end of which
time the coal dust is removed by the purifying machine. This
treatment is said to remove every trace of mould, and the flour is
excellent.”
The reputation earned by millers endured to such an extent that
surprise was registered when an honest miller was encountered, as is
evidenced on a tablet in Great Gaddesden church, which reads . . . .
“. . . . In memory of Thomas Cook, late of Noak Mill in this parish,
who departed this life 8th December 1830, age 77. He was a good
Husband and tender Father, and an honest man, although a miller.”
THE MILLER’S TRADE
In giving their miller a reputation for greed and dishonesty, his
contemporaries rarely appreciated that windmilling involved high
fixed costs. The great millstones had to be dressed and set
periodically, machinery broke down and windmills often suffered
storm damage, which was expensive to repair, if indeed the storm had
not brought about the mill’s complete destruction. And to add to
these risks and costs, windless periods would cause the mill, quite
literally, to grind to a halt.
 |
%20-%20miller%20at%20Blackboys%20post%20mill%20Framefield%20East%20Sussex.jpg) |
|
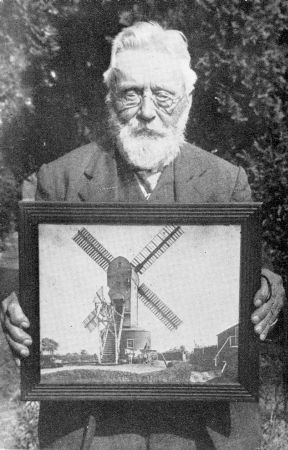
Fig. 4.2: two old
millers. Mr. J. B. Greater of Stratford St.
Andrew, Suffolk and
Mr. J. Paris of
of Blackboys post mill, Framefield, East Sussex |
Millers who could not afford to maintain their millstones in the
most efficient working order had to make do with a more precarious
margin of profit. In his book Wheat and the Flour Mill (1920),
Edward Bradfield, had this to say about the tedious but important
process of dressing millstones . . . .
“. . . . half the miller's art — and it was an art
— was comprised
in laying out and dressing the stone. Properly to lay out a stone;
to attain the absolute balance; to mark out the quarters, lands, and
furrows and, finally, to give the requisite fineness of dress to the
surface, required the skill and judgment, and steadiness of hand and
eye, of no mean order, and the old stone millers rightly prided
themselves on the quality of their work.”
The millstones being set and dressed and the motive power being
available — which, for a windmill, cannot be taken for granted — the
process of milling can commence. The first task was to blend the
various varieties of wheat to produce flour of the required
character, then to rid the grain of impurities, such as stones,
twigs, alien seeds and other extraneous matter that would adulterate
the flour. This extract from an 1867 edition of The Miller magazine
describes the process at that time . . . .
“The art of mealing, as it is called, consists in the judicious
choice of wheat and in the proper arrangement of the machinery, so
that the whole of the flour which the wheat is capable of producing
may be obtained at one grinding.
The proper proportions of the wheat for grinding are mixed in a bin,
after which the grain is passed through a blowing apparatus in order
to separate dust and light particles. It is next passed through a
smut machine, consisting of iron beaters enclosed within a skeleton
cylindrical frame covered with wire, the spaces being wide enough to
allow the impurities of the grain to fall through. The beaters
revolve 400 or 500 times in a minute and by their action against the
wires scrub the wheat, and remove portions of dust, smut, and
impurities.
After this, the wheat is passed through a screen, arranged spirally
on a horizontal axis, the revolutions of which scatter the seeds
over the meshes, and allow small shrivelled seeds to pass through. The grain is next exposed to a current of air from a fan, which
completes the removal of chaff, dirt, smutt-ball, etc.
The result of all this elaborate cleaning is greatly to improve the
whiteness of the flour, and also its wholesomeness; and its
necessity is evident from the accumulation of impure matter in the
cases of the screens.”
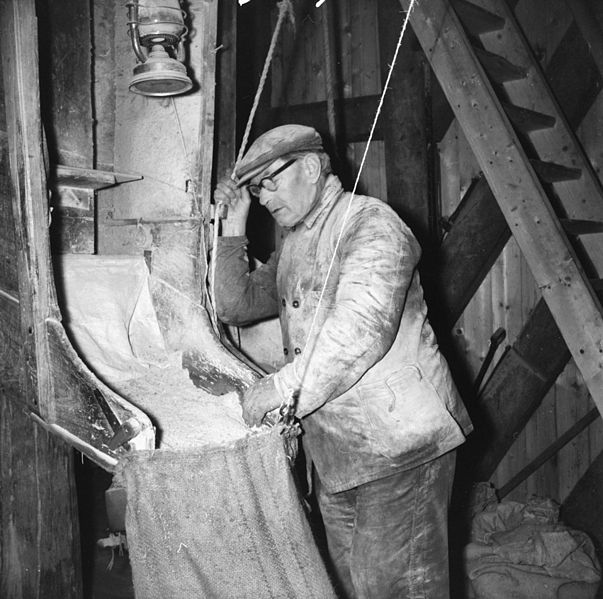
Fig. 4.3: a miller bagging up the product
As the wheat passes from the last cleaning machine, it falls down a
canvas tube into the hopper which supplies the millstones, where a
jigging kind of motion is kept up, so as to shake the corn into the
trough over the stones in equable quantities; and so long as this
action is going on properly, a little bell is made to ring, the
motion of which ceases with the supply of wheat.”
This activity supposed that the wind was blowing sufficiently to
drive the mill. Windless periods left the miller with a growing
backlog of grain and no income, so when a windy period arrived it
was usual for him to work day and night for several days on end to
get as much done as possible while the wind lasted. It is
unsurprising that even small country mills introduced small steam
engines to drive the equipment when these became available.
A TOUGH BUSINESS
As well as requiring great skill and experience, the miller’s work
was often arduous. Many worked ancient post mills fitted with simple
sails, tail-poles, and manually-tentered stones. The miller had to
be alert to any change in the wind; to an experienced miller’s ear,
the condition of the mill was evident from the sound of its
machinery, while badly-adjusted stones could be detected from the
smell of scorched meal (“nose to the grindstone”).
Working old mills especially, could prove challenging when wrestling
with wind and rain. When aware of a gathering storm, the miller had
to apply the brake and reef the sails, a task that could take two
men 30 minutes or more. Turning a post mill in a strong wind was
also a slow job and could be an exhausting one. This was the
experience of James Saunders, (1844-1935) who drove an old post mill
at Stone near Aylesbury (fig. 4.4) . . . .

Fig. 4.4:
the remains of Stone (near Aylesbury) post mill c.1900
“Many a time when I was out shifting the
cloths in a storm [reefing the sails],
the water has run off them down my arms and out of my trouser legs.
Of course there was no chance of getting dry clothes until I went
home, and in the winter they have sometimes been frozen onto me for
hours . . . .”
In more modern mills, self-reefing patent sails eliminated this
arduous task.
Another aspect of milling that could, from time to time, make it a
tough business was competition with other millers. Here Saunders
reflects on a mill that he drove at High Wycombe . . . .
“. . . it was not a good neighbourhood and already overrun by
millers. There were ten flour mills in the valley before we started;
many of them paper mills converted into flour mills during the bad
spell for paper-making, but all of them adding to the competition. Indeed when we began there was almost as many millers as bakers.”
And so in a buyers’ market flour prices were driven down. This from
the Bucks Advertiser, April 1876 . . . .
“Bucks County Lunatic Asylum.
To Millers —
Persons willing to supply FLOUR (about 9 sacks per week) as set
forth in the printed forms of tender, for three months from the 18th
day of March 1876 are requested to deliver at the Asylum at Stone,
tenders on or before ten o–clock on the morning of Thursday the 16th
instant . . . . Addressed to the Committee of visitors of the Bucks
County Lunatic Asylum. A sample of flour will be shown at the
Asylum; and a sample must be sent with the tender.”
Another business risk that affected farmer and miller alike, was a
poor wheat harvest. For several years James Saunders lived on the
verge of bankruptcy, only surviving through the good offices of a
sympathetic bank manager . . . .
“No country miller is likely to forget 1879, the worst year by far
that I have ever known. The crop of English wheat was all bad alike,
and country millers were entirely out of the market. Moreover, the
competition of American flour became more severe; agents were
travelling round practically everywhere offering it to every little
village baker. Many mills were shut down at this time and never
restarted again.”
DANGEROUS WORK
Great care had also to be exercised in working a mill in an age when
moving machinery was not always properly shielded, if at all, from
the unwary. This from the Hampshire Telegraph (1804) .
. . .
“A few days since, as John Ringer, aged 26, was attending a boulting mill
[it sifts meal into flour, etc], in a windmill belonging
to Mr. Francis Bacon, of Dickleburgh, the cogs caught hold of his
frock smock, and so entangled him, that he was carried round by the
same for three hours, in which time he was reduced to a most horrid
spectacle.”
. . . . and from the Caledonian Mercury (1800) . . . .
“Yesterday evening the proprietor of the mill at Holyrood, had both
legs most dreadful fractured, by the breaking of the millstone. Mr. Comins, the Staff Surgeon, being sent for, found the limbs in so
shattered a state, that he was under the necessity of amputating
both limbs immediately.”
For effective operation, windmills need a consistent draught with
minimal turbulence from the surrounding landscape. Thus, they were
often sited on isolated ground, but this left them more exposed to
damage by storms and lightning strikes, problems made worse by their
position generally being out of easy reach of water with which to
fight fires. This from The Standard (1829) . . . .
“During the thunderstorm on Thursday, the windmill at Toot Hill,
near Ongar, was struck with the lightning and literally dashed to
pieces; parts of it were driven nearly 100 yards, and the corn
strewed about; and a man buried in the ruins has since been got out
alive, but dreadfully bruised. The leg has been amputated . . . .”
. . . . two days later a further report of this incident appeared in
The Morning Chronicle, embellishing the earlier details by informing
readers that the victim was the miller . . . .
“. . . . and his right hand mangled in a most frightful manner. . .
. upon further examination, large splinters of wood, and even grains
of wheat from the hopper, were found driven into various parts of
his body.”
This from the Times (1954) . . . .
“One of the last four working windmills in Lincolnshire, a county
which at one time had over 400 in use, has been struck by lightning
. . . the sails crashed through an adjacent engine house and were
smashed to pieces . . . . and the foot thick shaft was snapped off
when the lightning struck.”
The absence of means to turn old post mills into the wind
automatically made them particularly prone to storm damage. Indeed,
both the post mills at Pitstone (see Chapters
V & VI) were damaged
beyond repair when struck from behind by sudden squalls before they
could be winded, the outcome being chaos to their internal shafts
and gearing before their sails were eventually torn from their
windshafts.
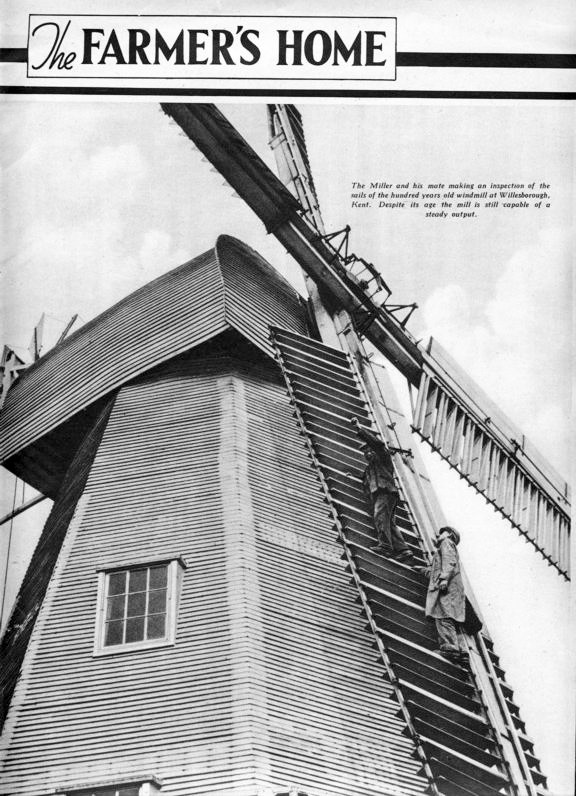
Fig. 4.5: the miller and his
mate inspecting the patent sails of Willesborough mill, Kent.
This smock mill survives in full working order
The vulnerability to storms of old windmills fitted with
simple cloth sails, is illustrated in this experience of James
Saunders while driving his post mill at Stone near Aylesbury . . . .
“A modern windmill is one thing, an antiquated post mill 400 years
old, as mine was said to be, is quite another. . . . It was in
October or November, at a time when I was so busy I had not kept a
proper lookout for storms . . . and a tremendous hurricane caught me
unawares. My first warning was that the mill was running faster and
faster, but I was not really disturbed then until I had put the
brake on and gone down to take some cloth off. Outside it was as
black as pitch. I felt my way round to one sail and was just
beginning to uncloth when the gale came on like mad. It blew me
against the round-house, and away went the sails as if there was no
brake on at all. I shall never forget how I rushed back up the
ladder. The whole mill rocked so that the sacks of meal that were
standing in the breast were thrown down like paper, but I got to the
brake lever somehow and threw all my weight on it. I knew that if
the brake were kept on she was bound to catch fire, so I let her
off, and round she went, running at such a rate that the corn flew
over the top and smoke blinded and suffocated me. . . . The sparks
were flying out all round the brake as she groaned and creaked with
the strain, but it still didn’t stop the sails; and I doubt whether
anything could, had not the hurricane itself subsided as suddenly as
it sprung up.”
And storms did cause mills that had ‘run away’ to catch fire; this
from the Morning Post (1818) . . . .
“We this day give some further melancholy details of the effects of
the late violent storm . . . at Exmouth, the violence of the gale
carried round the vanes of the windmill with such velocity as to
cause the works to take fire, and the vanes were ultimately blown
off, and dashed to pieces.”
More substantially built tower mills fitted with patent sails and
with fantails (and thus
less likely to be tail-winded), weathered storms better, but when the
sails were damaged, repairs could be very expensive. To keep costs
down, millers did what running repairs they could themselves —
particularly the lengthy task of dressing the millstones — and only
resorted to a millwright or the village carpenter for specialist
jobs.
“MAN KILLED
BY A WINDMILL — Last week a man named
James Messenger, was killed at Houghton Regis, by the sails of a
windmill. It appeared that whilst about his work there he
imprudently passed close to the sweeps of the sails to get to a
door, and one of the fans struck him on the back part of the head.
The poor man was struck to the ground with great violence and was
picked up insensible. His master rendered assistance and
forwarded a messenger to Dunstable for a surgeon, who, in
examination found that there was no fracture of the skull, but the
poor man was labouring under a severe concussion of the brain, and
in a few days after he died.”
Bucks Herald, 26th February
1842.
FIGURES OF SPEECH: RELICS OF
THE MILLER’S TRADE
The millers of the past are not completely forgotten, although few
people realise this when they refer unknowingly to aspects of the
miller’s trade, for certain of their idiomatic expressions remain in
common use today:
Grind to a halt: refers to any process that will stop as a result
of a lack of materials or due to a breakdown in machinery. In a
mill, the millstones would literally “grind to a halt” if the wind
was not strong enough to drive them.
Show one’s metal/Show one’s grit: is a figure of speech that today
has more to do with demonstrating courage than experience, although
it derives from the latter. When a miller employed an itinerant
stone dresser to resharpen his millstones, the miller invited him to
display his tools and his hands for the miller’s inspection to
demonstrate his experience. The stone dresser’s tools are made of
iron, and the back of the hands and arms of an experienced stone
dresser would be blackened by the multitude of embedded fragments of
metal and grit from the task of resurfacing the stones. Hence, to
“show his metal”.
Rule of thumb: refers to the habit of the miller rubbing the flour
between his thumb and forefinger to assess whether it was too
coarse; if it was, he would reduce the gap between the grinding
stones to produce finer flour.
Grist to the mill: refers to a source of profit or advantage. Grist
is the grain brought to a mill to be ground. In the days when
farmers took grist to the mill the phrase would have been used to
denote produce that was a source of profit.
Keep your nose to the grindstone: means to apply yourself
conscientiously to your work. This might have derived from the habit
of millers, who checked that the stones used for grinding were not
overheating, by putting their nose to the stone in order to smell
any burning. But it is equally likely to have come from the
knife-grinder’s trade.
Run-of-the-mill: for a mill to produce flour of a consistent
output, the grain had to be of a certain quality, as had the milling
process. Thus flour that met whatever criterion that had been set
was described as run-of-the-mill, what we today might otherwise
describe as “standard”.
A millstone around one’s neck: is a Biblical metaphor meaning a
burden or large inconvenience one has to endure.
To be put, or to go through the mill: means to be exposed to
hardship or rough treatment, just like grain being ground.
Don’t drown the miller: little heard today, it derives from the
miller’s once crucial position in rural society in the production of
flour to make bread. This figure of speech was intended to convey
the value of an asset (however unpopular, as the miller often was),
for the obvious consequences of drowning the miller would be to
deprive the community of a vital, possibly even life-sustaining,
service. “Drowning” probably derived from watermills and their
millponds, being far more numerous than windmills.
――――♦――――
APPENDIX I.
WHEAT FLOUR AND BREAD
Wheat flour is finely-ground grain. It is one of our most important
foods, for it is the principal ingredient in most types of bread,
biscuit and pastry.
Wheat probably developed from the accidental crossbreeding of
certain grasses, and by mutation. It was cultivated long before the
beginning of recorded history, archaeologists having found evidence
that it was grown in western Asia Minor at least 10,000 years ago. The ability to sow and reap cereals may be one of the reasons that
led man to live in communities, as opposed to following a wandering
life hunting and herding animals. The Egyptians were to develop
grain production along the fertile banks of the Nile. By about
3,000 B.C. they had evolved tougher varieties of wheat and had become
skilful in baking bread.
|
 |
|
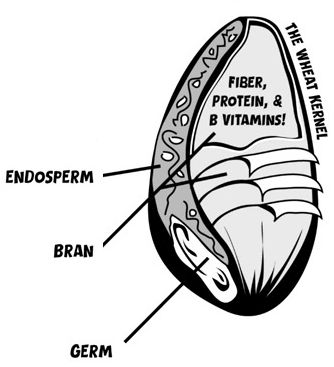
Fig. 4.6:
milling essentially separates bran and germ from
endosperm, reducing the endosperm to a uniform particle
size called ‘flour’ |
Wheat grain needs to be crushed to extract the flour, but not all
the grain is used. A grain of wheat (the kernel) has three main
parts; bran is the tough outer covering; the embryo plant, or
germ,
is found in the bottom of the kernel; the remainder is the
endosperm, a material composed largely of starch with some sugar. It
is the endosperm alone that is used in the commercial
mass-production of white flour.
The first task to perform before wheat can be ground into flour is
to remove the heads from the top of the stalks. These are then
threshed, a process that removes the edible grains from the rest of
the head, called chaff. The grain is then ground to separate the
bran, endosperm and germ. The resulting meal is sifted into various
grades, white flour being the finest. White flour contains only the
endosperm, while wholemeal flour contains all parts of the grain,
which gives it a brownish appearance. Although wholemeal flour is
more nourishing it suffers the disadvantages of a shorter shelf-life
and, when used for baking, a poorer rising characteristic than white
flour.
The earliest type of bread is believed to have been made from grains
of wild grass, which were crushed by hand between two stones. The
resulting meal was mixed with water to form dough, which was then
baked on a stone over an open fire. This type of bread would have
been very coarse and heavy in texture.
Yeast is known to have been used by the Egyptians in around 4,000
BC, first in brewing and then in baking. Perhaps wild yeast first
drifted onto a dough that had been set aside before baking, causing
it to rise enough to make the bread lighter and more appetizing than
usual. This accidental process was then reproduced deliberately. But
a more plausible theory is that, maybe by way of experiment, ale was
used instead of water to mix the dough. The rise would have been
greater than from wild yeast, and the effect would have been easier
to explain and reproduce. The Egyptians also invented the closed
oven and bread assumed great significance, being used instead of
money; the workers who built the pyramids were paid in bread.
By 1,000 BC, leavened bread had become popular in Rome, and by 500
BC a circular stone wheel turning on top of another fixed stone was
being used to grind grain; pairs of grindstones became the basis of
all milling until the late 19th century and are still used today in
the production of stone-ground flour. It is in this period that the
waterwheel was invented by the Greeks and later adopted by the
Romans who brought it to Britain.
During the Middle Ages, the growth of towns and cities saw a steady
increase in trade and bakers began to set up in business, with
bakers’ guilds being introduced to protect their interests while
controls also appeared to govern the price and weight of bread. By
Tudor times, bread had become a status symbol, the nobility eating
small white loaves, merchants and tradesmen wheaten cobs, while the
poor ate bran loaves (the most nutritious).
During the 18th century sieves made of Chinese silk were introduced,
which helped produce finer, whiter flour and white bread gradually
became more widespread. Tin from Cornish mines was used to make
baking tins resulting in bread (‘tin loaves’) that could be sliced and
toasted more easily and it was not long before the sandwich was
invented. At this time, and until well into the Victorian age, bread
was generally made from mixed grain; barley and rye breads took
longer to digest and were favoured by labourers while the rich
continued to eat the more expensive white wheat bread.
In the early 19th century, cheap imported wheat was becoming
plentiful. To protect British grain prices and the income of the
landed gentry, the Corn Laws of 1815 imposed a high import tariff on
foreign-grown grain. The price of bread rose to as much as 2s.6d. a
loaf, when some wages were only 3s. shillings a week. But despite
the terrible suffering of the disenfranchised poor, the Corn Laws
were not repealed until 1846.
The 19th century also saw the introduction of town gas, which
replaced wood and coal to fuel bakers’ ovens, producing much more
even results, and the large automated baking units that followed
increased bread production significantly.
Today, 76 per cent of the bread we eat is white, with sandwiches
accounting for about half of this. Large bakeries producing wrapped
and sliced bread. It was introduced here in the 1930s and accounts for 80 per
cent of UK bread production. In-store bakeries produce about 17 per
cent and the remainder of the bread we eat is sold in local bakeries.
Some traditional millers continue to use millstones, which unlike
the steel rollers used to mill mass-produced flour, allows the
miller to leave the whole grain intact, thereby adding a depth of
flavour to the flour. Most commercial flour has the germ removed. Many independent bakers make a point of using stone-ground flours
grown in Britain and milled at smaller-scale mills. The
resulting bread has more character and flavour, such as that produced in the small bakery attached to
Redbournbury Water
Mill, St. Albans (generally open to the public on Sunday
afternoons).
――――♦――――
APPENDIX II.
GLEANING
Fig. 4.7: ‘The Gleaners’, by
Gustave Doré (1832-83)
Gleaning is gathering grain left by the reapers. Some cultures
promoted it as an early form of welfare system and in this context
the Bible makes several references to gleaning, including
Deuteronomy (24:19–21), which states the law thus . . . .
“When you are harvesting in your field and you overlook a sheaf, do
not go back to get it. Leave it for the alien, the fatherless and
the widow . . .”
. . . which led to one poor biblical widow meeting her husband to
be, for the romance between Ruth and the wealthy Boaz (Ruth 2) first
sparked into life when Boaz caught sight of Ruth gleaning in his
field after the reapers, as depicted by Doré (fig. 4.).
But gleaning did not always have a happy ending and until well into
the 19th century it could lead to the prison cell. Under the heading
A WOMAN IMPRISONED FOR GLEANING, the Birmingham Daily Post, 12th
August 1868, carried a report of a “poor woman” imprisoned by
Chester Magistrates. The newspaper informed its readers that a
certain farmer had complained: “I have had such a great deal of
damage I want to make an example.” And an example their honours duly
made; “You must go to jail for seven days,” was the verdict of the
bench, but on sentence being passed one of the magistrates had
second thoughts . . . .
“‘I won't be a party to that. Seven days! All the papers in the
country will be down us.’
The defendant turned very pale, and, bursting into tears, said,
‘Seven days for that! Don't send me to gaol from my four poor
children, and one sucking at the breast.’”
Meanwhile the farmer was also back-tracking, for while he wished for
some punishment “he did not ask for so much as that”. The commotion
that followed caused their honours to reconsider, following which
the sentence was reduced to a fine of 5s.6d. damages with 8s. costs
(the wage of a farm labourer at that time was around 10s. a week);
but as the defendant could not pay, she served three days in jail.

Fig. 4.8: ‘Gleaners’, by
Jean-François Millet (1814–75)
Despite the threat of jail, gleaning was commonplace, although
subject to local rules as this extract from the Farmer's Handbook of
1814 describes . . . .
“The custom of gleaning is universal, and very ancient: in this
country, however, the poor have no right to glean but by permission
of the farmer; but the custom is old and so common, that it is
scarcely ever broken through. It much behoves the farmer, in some
places, where it is carried to excess, to make rules for the
gleaners, and not to suffer them to be broken, under any pretence
whatever.”
Each area of the country had its own customs, for instance at Gamnel
Wharf mill in Tring, there was a day set aside to grind ‘gleaners’
corn’, the cost of which was paid by keeping the bran, or,
alternatively a quart out of a bushel of wheat. This old tradition
worked well, except when the treatment of a gleaner was not
scrupulously honest, as in the case of Frederick Eggleton and the
miller of Goldfield described above.
Gleaning remained an extremely important feature of rural life until
the beginning of the 20th century, especially in times of
agricultural depression when farm work was scarce. Many villagers
relied on the flour that was derived from their autumn gatherings in
the wheat fields to last the family throughout the year. |
